Продолжаю доводить до кондиции автоподачу. В понедельник в обед зашёл на авторынок в южном порту и прикупил стопорное колечко, на диаметр 23 мм.
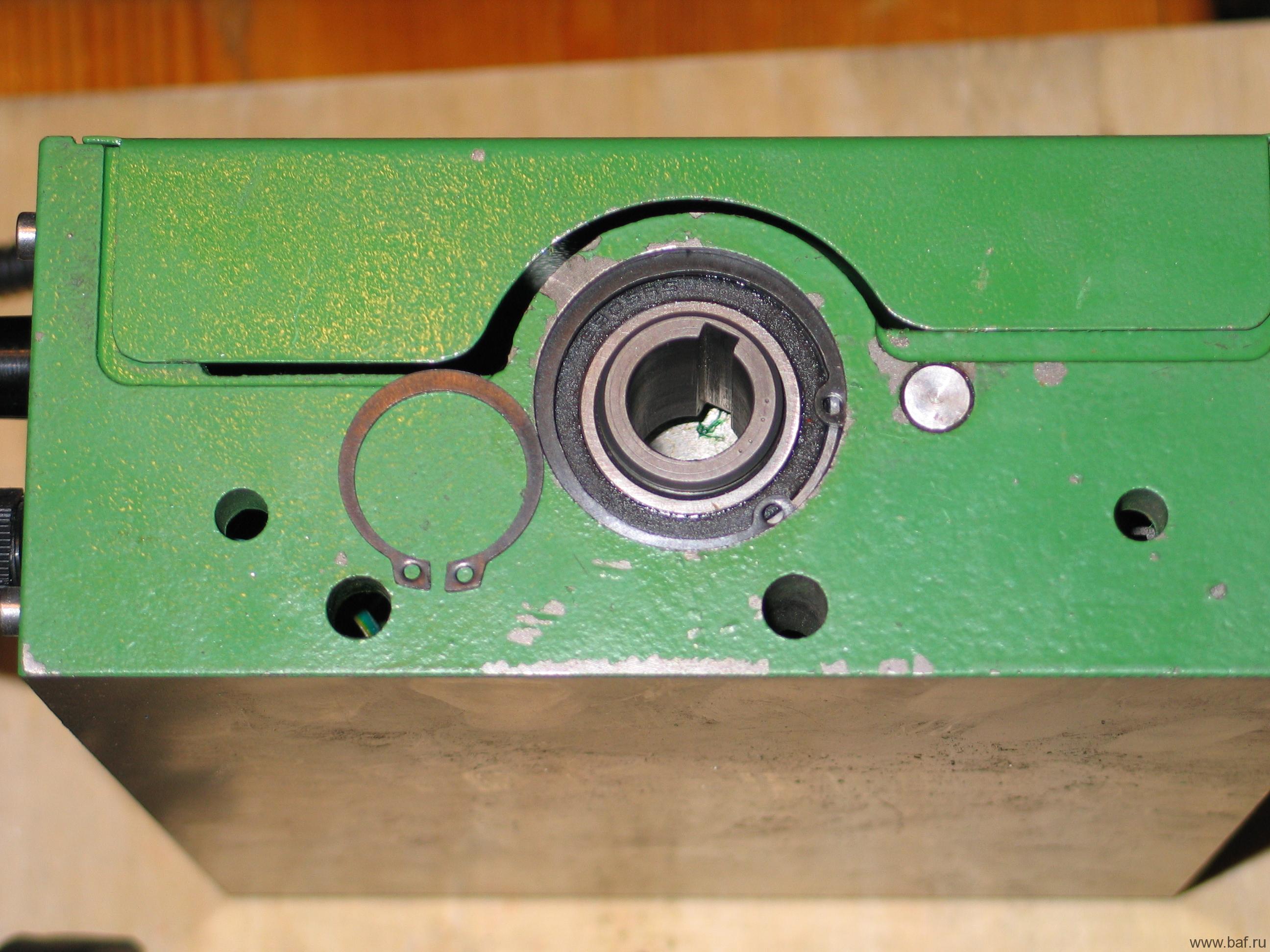
Странно, но в автомагазине, в который я зашёл в воскресенье, стопорных колец совсем не оказалось. Ну да ладно, стопорное кольцо встало в проточку на втулке как родное.
Теперь втулка хорошо зафиксирована от перемещения. С обратной стороны внутренняя обойма подшипника упирается во втулки, а с передней, её фиксирует стопорное кольцо.

Далее, в понедельник после работы заглянул в «Вольтмастер», где прикупил 3 переменных резистора, с логарифимической, линейной и обратнологарифмической характеристкой изменения сопротивления. Проведённые замеры показали, что с завода на автоподаче установлен резистор с логарифмической характеристикой(подробнее от типах характеристик можно почитать тут). Поэтому, этим резистором было трудно выставить небольшую скорость вращения(подачи). А так как станок у меня без СОЖ, без коробки скоростей и фрезы в основном из быстрореза, то для более-менее нормальной работы обороты приходится выставлять от 500 об/м. При таких оборотах и больших скоростях подачи быстрорез будет быстро «садиться». Чтобы этого избежать, надо или понижать обороты или снижать скорость подачи. Второе мне сделать проще. Поэтому, я резистор идущий с завода поменял на резистор имеющий обратнологарифмическую зависимость. Теперь, скорость автоподачи можно задавать с очень малых оборотов. Но, у нового резистора был немного другой типоразмер, из-за этого, его не получилось поставить и зафиксировать на старом крепёжном отверстии. Пришлось просверлить дополнительное с другой стороны:
В новое отверстие резистор встал и зафиксировался хорошо. Но, из-за поворота его на 180 градусов, регулировка стала не совпадать с нанесённой на панель шкалой — регулировка идёт в обратную сторону от маркировки. заметил это только после окончательной сборки.
Надо будет перепаять крайние выводы на резисторе, чтобы регулировка совпадала с маркировкой.

